
2025-12-11 不锈钢焊丝:ER308、ER308L、ER308LSi,如何选择?核心区别:成分主要区别由两个要素定义:碳 (C):“L”表示低碳(最大~0.03%)与标准(最大~0.08%)。硅 (Si):“Si”表示高硅 (0.65-0.90%) 与标准硅 (0.30-0.65%)。元素影响:“L”(低碳):防止焊接区域的敏化(晶间腐蚀),这对于“焊接”条件下的耐腐蚀性至关重要。“Si”(高硅):增强熔池流动性、电弧稳定性和焊道润湿性,改善可操作性和外观。 如何选择合适的不锈钢焊丝? 在以下情况下选择 ER308L 或 ER308LSi(低碳)焊丝:焊接部件将在腐蚀性环境中使用(例如化学品、食品、海洋)。
更多 
2025-12-01 ER4043 和 ER4047 都是非常常见的铝硅(4xxx 系列)焊丝,它们的差异虽然细微,但对于特定应用至关重要。这是详细的细分。核心区别:硅含量和共晶点这是驱动所有其他属性的最根本的区别。ER4043:含有约 5% 的硅 (Si)。这是一种“亚共晶”合金,这意味着它会在一定温度范围内凝固。ER4047:含有约 12% 的硅 (Si)。该成分非常接近铝硅系统的共晶点(~12.6% Si)。共晶合金在单一的、不同的温度下凝固(就像水变成冰一样),而不是在一定范围内凝固。凝固行为的这种差异是了解何时使用每条线的关键。详细比较和结果特性ER4043ER4047硅(Si)含量4.5 – 6.0%1
更多 
2025-11-26 E6013焊接电极是酸性焊条还是碱性焊条?E6013焊条是酸性焊条。其涂层主要基于金红石(二氧化钛),并含有大量的酸性氧化物(例如二氧化硅)。如何区分酸性焊条和碱性焊条?1. 通过焊接规范(最准确) 最简单、最可靠的方法是查看电极盒或焊条本身上的 AWS(美国焊接协会)分类号。酸性电极:通常以-12、-13、-20、-27、-28 结尾。示例:E6013 基本版(低氢)电极:始终以 -15、-16、-18 结尾。示例:E7018 E7018 中的“-18”保证它是基本的低氢电极。2. 通过实际焊接行为(焊工测试)这就是您在焊接时辨别差异的方法。电弧稳定性和声音:酸性:电弧非常稳定,容易引弧。它
更多 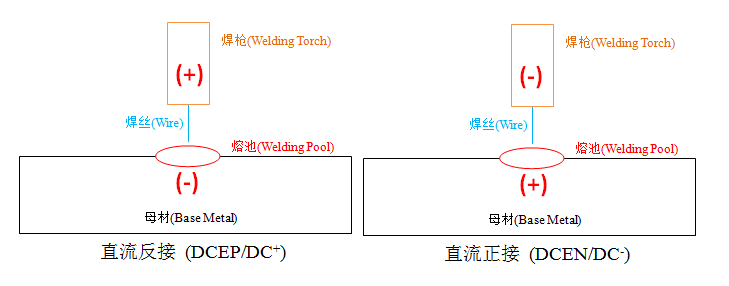
2025-11-19 在讲DC+和DC-之前,首先我们需要了解直流焊机连接的定义。我国以母材为基准:工件接正极时,称为直流正极性(DC+);当母材接负极时,称为直流反接(DC-)
更多 





