什么是1G、2G、3G、4G焊接?
浏览数量: 0 作者: 本站编辑 发布时间: 2025-11-17 来源: 本站
["wechat","weibo","qzone","douban","email"]
数字表示焊接位置(1=平焊、2=水平焊、3=垂直焊、4=仰焊)。
字母“G”代表坡口焊缝。
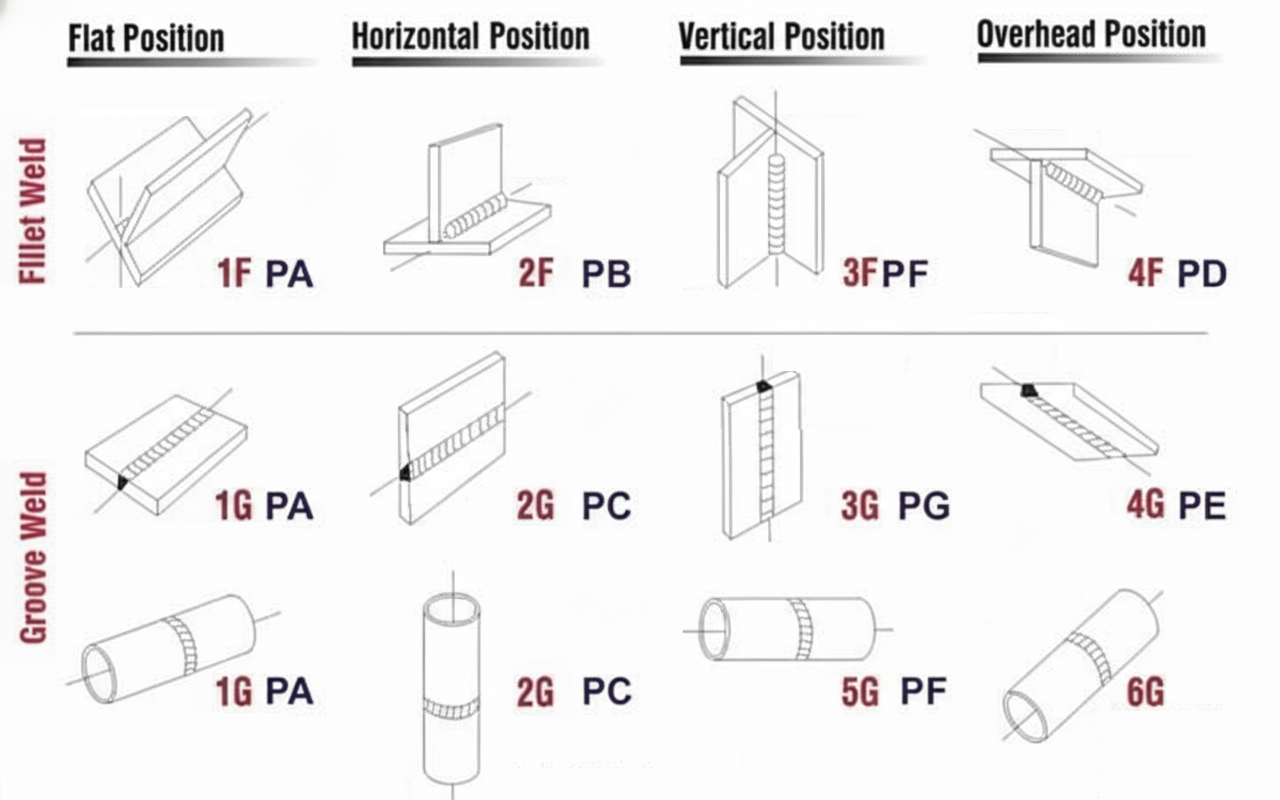
1. 1G(平放)/PA
方向:放置管道或板材,使焊缝位于顶部,焊工从上方进行焊接。
主要挑战:这是最简单的位置。重力对焊工有利,将熔融金属拉入接头。它可以以最少的努力实现最高的沉积速率和最佳的质量。
常见用途:在车间制造,工件可以定位或旋转以进行平焊。
2. 2G(水平位置)/PC
方向:焊缝轴线水平,焊缝面垂直。
主要挑战:重力试图将焊缝金属向下拉。熔池可能会下垂,从而在底部形成较厚的焊缝,在顶部形成较薄的焊缝。焊工必须仔细控制电弧和行进速度,以形成均匀的焊道。
常见用途:焊接垂直表面上的接缝,例如储罐或大型结构柱上的接缝。
主要挑战:重力将金属直接拉向下拉。这需要特定的技术来抵消:
垂直向上(3G Uphill):从下向上焊接。该技术可提供更深的穿透力并且更强,用于较厚的材料。
垂直向下(3G Downhill):从上向下焊接。这速度更快,但穿透更浅,用于更薄的材料以防止烧穿。
4. 4G(架空位置)/PE
方向:焊接从接头的底面进行。焊工将焊枪举过头顶。
主要挑战:这是最困难的位置。重力不断地试图将熔化的焊缝金属从接头中滴出。它需要出色的电弧控制、适当的安培数设置以及非常稳定的手来防止缺陷并确保熔合。
常见用途:焊接结构的底面,例如桥梁、船舶甲板或无法移动的架空梁。






